Aluminium Extrusion Process Explained
Aluminium extrusion is used for product design and manufacturing, and its usage has increased significantly in recent years. According to a report, the extrusion rate has grown by 4% between 2019 and 2023. It is a technique in which aluminium alloy material is forced into a predetermined cross-sectional-shaped die. The aluminium material is pushed against the die with the help of a substantial ram, and it comes out from the die aperture in the form of a pre-determined shape.
Aluminium extrusion has a great history. Joseph Bramah developed the first-ever extrusion procedure to produce lead pipes in 1797. Initially, it is known as squirting or a manual process. In 1820, Thomas Burr produced the first-ever hydraulic press to press aluminium alloy. In 1894, Alexander Dick created the manufacturers’ current hot extrusion process.
There was a massive surge in aluminium construction industries in 1904 as the first ever aluminium extrusion was invented. This blog will tell you the steps followed by the top Aluminium extrusion manufacturers in India during aluminium extrusion and some factors that may affect the extrusion process.
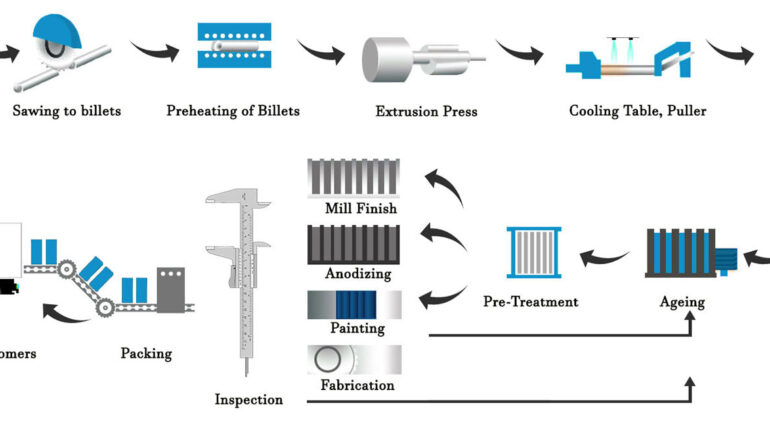
Aluminium Extrusion Steps
- Preparation of Extrusion Die
First, the die is prepared as a round-shaped die is machined. If a die is already, go with them. Die is preheated at 450-500 C temperature before the extrusion process, and it maximizes the die’s life and ensures an even flow of metal. Once the preheating is done, the die is ready to load in the extrusion press.
- Preheating an Aluminum Billet
The aluminium billet is a cylindrical aluminium alloy material that is solid. It comes larger, so cut the aluminium alloy. Preheat them in an oven to 400-500oC. It turned the billet to perform the operation and ensure it was not molten.
- Transferring the Billet to the Extrusion Press
Once the billet is preheated, transferring it to the extrusion press is the next step of Aluminium extrusion. Add the lubricant to the billet before loading it to the press and load it to the press manually. Moreover, it is crucial to prevent the billet and ram from adhering together, so apply a release agent to the extrusion ram.
- Ram Pushes Billet Material into the Extrusion Press Container
Once a malleable billet is transferred to the press, the hydraulic ram is ready to push the billet. While pushing the billet, the hydraulic ram applies 15,000 tons of pressure. When the ram applies the pressure, a malleable billet enters the container easily, and the aluminum material fills the walls of the container.
- Press Up Extruded Material Against the Die
Once the container is filled with the material, they are ready to be pressed against the extrusion die. With the help of continual pressure, aluminium material has been pressed through the die, and it goes toward the die’s opening and comes out as a fully-formed shape.
- Quench the Extrusions
After pressing the material against the die, material emerges from the die that is gripped with the help of a puller, as it is important to ensure the safety of the material while exiting. The existing material is guided towards the runout table, and the profile is cooled when the exiting alloy moves along the table with the help of uniform cooled water or fans.
- Shear the Extrusions to the Table Length
Once extrusion material reaches the full table length, shear it using the hot saw. It will separate the material from the extrusion process. However, the temperature played a crucial role at each step. Despite quenching, the exiting material is not fully cooled.
- Cool Extrusions to Room Temperature
Once extrusion material is sheared, transfer it from the runout table to the colling table. It is kept at room temperature for cooling. Once the material is cooled, there is no chance of deformation.
- Move Extrusions to the Stretcher and Stretch Them into Alignment
There is a chance of some twist in the shape after cooling at room temperature, and you need to correct this. To correct, mechanically move the profile to the stretcher, grip each profile from both ends and pull until it is fully straight.
- Move Extrusions to the Finish Saw and Cut Them to Length
Now, the extrusion material is straight and hardened. They are ready to transfer to the saw table. The material can be cut into different shapes and sizes based on the user’s requirements. Generally, the size of the profile varies between 8-21fts. You can move it to the oven to improve its life span.
Factors Affecting the Aluminum Extrusion
The aluminium extrusion process varies on the various factors that affect the manufacturing process.
- The shape of the die decides the cost of the profile, as a complex shape makes the extrusion expensive. For instance, a simple solid shape is much easier to extrude that will require less expense. On the other hand, a complex shape will be difficult to extrude, which will be challenging and costly.
- Extrusion speed is another factor that decides how fast an aluminium extrusion manufacturer in India can manufacture the aluminium material. Speed will lead to more extrusion means more profile at the same time. However, speed, pressure, and temperature must be maintained properly so extrusion will process at a constant rate.
The Bottom Line!
Aluminium extrusion is a crucial process to produce the custom profile to meet customer requirements. However, the process is quite interesting and involves too many steps. JM Aluminium is an aluminium extrusion manufacturer in India that has been extrusion aluminium for more than two decades. We offer the best quality and competitively priced products, helping our customers to get the best products.


